


Wysokiej jakości linia młynów do rur ERW



Opis produkcji
Linia do produkcji rur spawanych o wysokiej częstotliwości φ219 × 6,0 jest wykorzystywana głównie do produkcji rur stalowych spawanych elektrycznie o średnicy φ60~φ219mm i grubości ścianki 2,0~6,0 mm, a także może produkować rury kwadratowe i prostokątne oraz rury o specjalnym kształcie, nieprzekraczające zakresu rur okrągłych.Probówki API 5L mogą być produkowane późniejdodając niezbędny sprzęt.Linia produkcyjna jest projektowana i wytwarzana w oparciu o trawienie i pochłanianie podobnych urządzeń w kraju i za granicą, w połączeniu z warunkami krajowymi mojego kraju, odważnie wprowadzając innowacje i szeroko wsłuchując się w opinie użytkowników.Sprzęt jest ekonomiczny, niezawodny i stabilny.
Zakres produkcji
| Parametry | Okrągła rura | Kwadratowa rura | Rura prostokątna |
| Rozmiar rury | 88-219 mm | 90×90 – 170×170 mm | 40×60-200×100mm |
| Grubość | 2,0-6,0 mm | ≤5,0 mm | ≤5,0 mm |
| Materiał | Walcowane na gorąco i na zimno, Stal ocynkowana, Stal czarna Stal niskowęglowa, stal niskostopowa Stal | ||
| Prędkość | 10M/min~45M/min | ||
| Długość | 6-12m | ||
| Maks.Waga cewki | 15 ton | ||
Podstawowy parametr
| Stal niskowęglowa i stal niskostopowa | σB≤520mpa σS≤345mpa | |
| Cewka stalowa | wewnętrzna średnica | φ650-φ710mm (do ustalenia) |
| Średnica zewnętrzna | φ1100-φ2000mm | |
| Waga rolki | ≤15 ton | |
| Szerokość paska | 190-690mm | |
| Zainstalowana moc elektryczna | około 1200KVA | |
| Wydajność sprężonego powietrza | 2m3/min 4-7Kg/cm2 | |
| Pojemność chłodziwa | 50 ton/godz | |
Uwaga: Instalacja wyposażenia linii produkcyjnej wymaga, aby wysokość warsztatu (odległość od szczytu toru suwnicy do podłoża) była większa niż 6 metrów, rozpiętość 18 metrów, a długość 110 metrów.Zaleca się użycie jednego żurawia 15T i 5T.
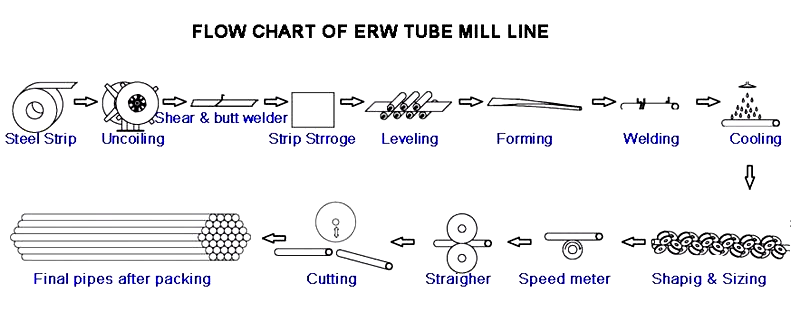
Proces produkcji
Odwijanie → prosta głowica, poziomowanie dociskowe → ścinanie doczołowe → chwytacz → formowanie, zgrzewanie wysokiej częstotliwości, gratowanie, uzupełnianie cynku on-line, chłodzenie, formatowanie, zgrubne prostowanie → wymiarowanie latającej piły → kontrola i zbieranie → pakowanie → Ważenie → Znakowanie → Przechowywanie
Sprzętskład i główne parametry każdej maszyny
| Stosowanie | Służy do przyjmowania cewki, transportu jej do rozwijarki i podnoszenia cewki do środka głowicy cewki | ||
| Struktura | Składa się ze stojaka materiałowego, mechanizmu jezdnego, cylindra olejowego, szyny prowadzącej itp. | ||
| Pojemność | ≤15T | Wstrzymać | Hydrauliczny |
| Tryb ruchu | Silnik z cykloidalnym napędem reduktora | ||
| Stosowanie | Używana w połączeniu z rozwijarką, głowica taśmy stalowej jest wyciągana z rozwijarki i wysyłana do maszyny do poziomowania dociskowego w celu wyrównania | ||
| Struktura | Urządzenie z rolką prasującą, urządzenie z głowicą łopaty, urządzenie z prostą głowicą | ||
| Szerokość | 190-690 mm | Średnica | φ1100-φ2000mm |
Akumulator poziomy
| Stosowanie | Służy do przechowywania taśmy stalowej, ciągłego zasilania zgrzewarki do rur i zapewnienia ciągłej produkcji zgrzewarki do rur. | ||||||
| Szerokość | 190-690 mm | Grubość | 2,0-6,0 mm | ||||
| Klasyfikacja | Pętlacz poziomy
| Za pomocą urządzenia do podawania klipsów, zespołu korpusu chwytacza, urządzenia rozładowującego i elektrycznego urządzenia sterującego | |||||
| Silnik | 5,5 kWx15 | Prędkość karmienia | Vmaks=120 m/min | ||||
| Średnica | 7,0m | Pojemność | 28T | ||||
Główny parametr
| Silnik i główny układ napędowy | Silnik przyjmuje silnik prądu stałego, moc modelu200 kW, 1000 obr/min, dwa komplety reduktora głównego |
| Reduktor | Skrzynia biegów jest napędzana przez spiralne koło zębate stożkowe, materiał przekładni stożkowej to 20CrMnTi, nawęglany i hartowany, a moduł wynosi 14. Korpus skrzyni przyjmuje konstrukcję skrzyni podrzędnej, która jest wygodna do konserwacji. |
| Stojak na rolkę poziomą (zmiana rolek typu Gantry side-out) | 1. Pozioma średnica wałka rolkowego φ130mm, materiał 42CrMo, hartowanie wysokiej częstotliwości 2. Dolna średnica rolki: 220mm 3. Pod poziomym wałem rolkowym znajduje się podkładka zabezpieczająca, która pełni funkcję zabezpieczenia przed przeciążeniem, które może chronić przekładnię i skrzynię biegów reduktora |
| Pionowy stojak rolkowy | średnica wałka pionowego φ80mm, materiał 40Cr, hartowanie wysokiej częstotliwości |
| Ściśnij rolkę | wytłaczanie pięciorolkowe |
| Skrobanie spawania | ręczne szybkie podnoszenie, można regulować w przód iw tył oraz w górę iw dół, łatwe do regulacji |
| Formowanie i kalibrowanie wału napędowego | wał napędowy Steyr |
| Szybkość produkcji | 15-40m/min. |
|
Układ sekcji formujących:
| urządzenie przeciwskokowe pionowe pięciorolkowe podawanie: V HVHVHVHVVV HVHVH |
| Układ sekcji spawalniczych | prowadnica, wytłaczanie pięciorolkowe, skrobak, polerowanie, chłodzenie |
| Układ sekcji rozmiarów:
| VHVHVHVHVHVH 2 komplety rolek obrotomierza z głowicami tureckimi |





